

 微信二维码
微信二维码



都知道,变速箱是轿车的关键部件,其性能直接影响到轿车油耗,高精度的齿轮变速箱价格十分贵重,进口的价格更是翻了几番,为什么我们国产的齿轮变速箱达不到这样的效果呢?这和技术堆集是有联系的,单单是齿轮加工工艺就有很多种,更别提更深层次的研究了,当然关于更深层次的东西今后再给我们渐渐将,现在首要给我们介绍几种齿轮加工工艺。
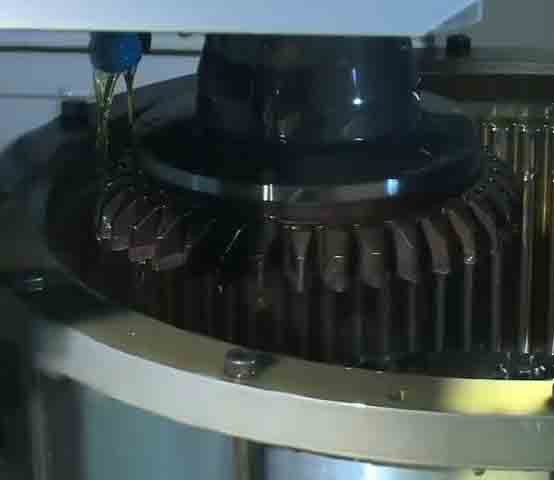
1、滚齿,常用于圆柱齿轮加工,直齿或斜齿均可以,这类齿轮首要运用在变速器里边,作为一种热前加工工艺,其特点是调试简略,造价相对较低,也是现在用得最为遍及的工艺。

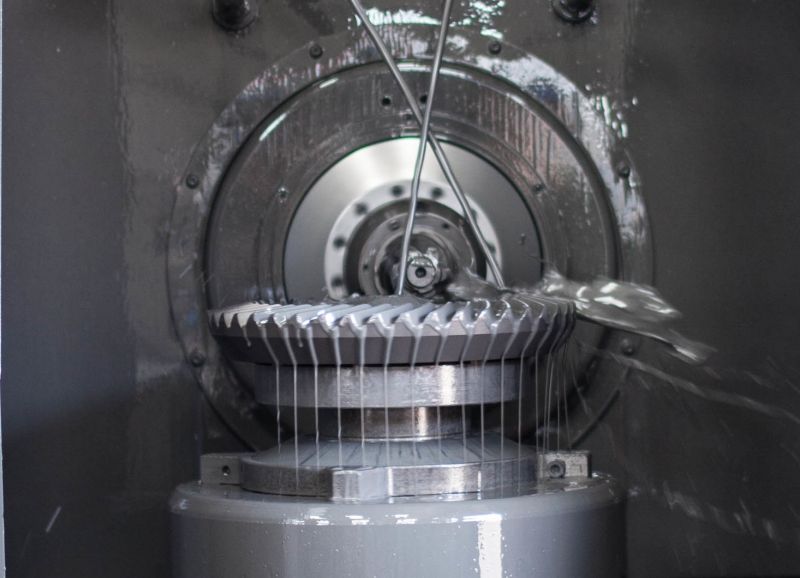
2、铣齿,首要运用在螺旋锥齿轮加工上,也是一种热前加工工艺,图中的是加工中心上的铣齿,这种加工办法时间较长,其实干流的是螺旋锥齿轮专用铣齿机,价格十分贵重,一台格里森铣齿机价格就在500万元左右,而加工一套这样的齿轮至少需要三台,但要形成这种齿形也没有更好的办法,可以经过改进原材料和进步刀具质量来提高效率。

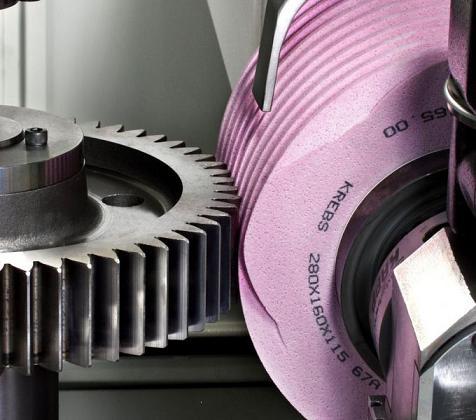
3、磨齿,是一种热后加工工艺,这种齿轮造价较高,加工时间较长,磨齿精度较高,首要运用在轿车变速箱里,磨齿后齿轮具有较小的传动差错,可以在轿车高速运行时坚持较低的轰动,对整车NVH有改进,但砂轮和机床都比较贵重,一台进口一流圆柱齿轮磨齿机价格在300万元左右,而弧齿锥齿轮磨齿机价格则高达600万元以上。
4、研齿,也是一种热后加工工艺,经过在两啮合齿面间参加研磨剂,两齿轮对滚从而修除齿面上不抱负的部分,这种工艺可以直接获得较低的啮合噪音,与磨齿比较愈加经济高效,不过一台国产研齿机也得四五十万元左右,进口格里森在600万左右。
5、插齿,这是一种跛脚传统的工艺,首要用来加工内直齿圈,也常用来加工滚齿无法加工的产品,这种工艺合适制作双联齿轮和多连齿轮。但是这种工艺的缺点是无法完成干切削加工,比较干切削铣齿现场保护本钱更高。
 中文版
中文版 English
English







评论列表